-
+86-400-0538-991
+86-400-0538-991

2026-01-17
Вопрос, который на первый взгляд кажется простым, но на деле разбивается о сотню нюансов. Многие сразу начинают искать самого крупного или того, кто громче всех кричит в рекламе. За 15 лет работы с паром и арматурой я понял: ?лучший? — это не про размер завода, а про то, чей клапан не подведет через пять лет работы на 540°C и 100+ атмосфер. И здесь начинается самое интересное.
Первое и самое стойкое заблуждение — что все клапаны для пара одинаковы. Мол, сталь, сальник, привод — собрал и работает. На деле же, разница между продукцией условного завода-гиганта и нишевого специалиста как между трактором и гоночным болидом. Оба ездят, но задачи и среды у них разные. Высокотемпературный пар — это особая среда. Здесь работает не просто давление, а усталость металла, ползучесть, эрозия от капельной влаги, циклические температурные нагрузки. Клапан, который прекрасно держит 300 градусов, на 550 может ?поплыть? буквально за год.
Второй момент — фанатичная вера в импорт. Да, европейские бренды задавали тон десятилетиями. Но лет восемь назад ситуация стала резко меняться. Китайские производители, которые раньше делали простую арматуру для низких параметров, начали вкладываться в исследования именно высокотемпературных направлений. Почему? Потому что внутренний рынок энергетики и тяжелой химии требовал импортозамещения, причем с уровнем надежности не ниже. Это был мощный драйвер. Сейчас некоторые китайские образцы по материалу корпуса (например, модификации стали 12Cr1MoV или даже 15Cr1Mo1V) и качеству обработки седла не уступают, а по цене и срокам поставки — заведомо выигрывают.
И третий, самый болезненный нюанс — испытания. Многие производители декларируют параметры, но как они их проверяют? Стенд для испытаний клапана на 550°C и 170 бар — это колоссальные инвестиции. Не у всех они есть. Поэтому часто заявленные ?высокие параметры? проверяются лишь гидравликой на заводском давлении, а по температурному режиму дается расчетная гарантия. Это как покупать парашют, проверенный только на прочность швов, но ни разу не раскрытый. Рисковать здесь нельзя.
Итак, на что смотреть, если нужен действительно надежный поставщик? Размер цеха — вторичен. Первично — технологическая цепочка.
Материаловедение и литье. Это основа основ. Хороший производитель имеет строгий контроль над поставщиками отливок или свое литейное производство. Важно не просто получить заготовку из ?жаропрочной стали?, а иметь полную трассировку: химический анализ плавки, результаты УЗК-контроля отливки на скрытые дефекты. Я видел, как на одном из комбинатов клапан дал течь по телу через 8 месяцев из-за микрораковины в стенке, не выявленной на входном контроле. Убытки от простоя были в десятки раз выше стоимости клапана.
Механообработка и сборка. Особенно — обработка седла и уплотнительных поверхностей. Для высоких параметров пара часто требуется наплавка стеллита или аналогичных твердых сплавов с последующей чистовой обработкой до идеальной геометрии. Здесь уже нужны современные станки с ЧПУ и, что важнее, квалифицированные инженеры-технологи. Кустарная сборка ?на глазок? недопустима. Зазоры, соосность, натяг — все должно быть по чертежу с микронными допусками.
Испытательная база. Это визитная карточка серьезного игрока. Надо спрашивать не ?испытываете ли вы??, а ?на каком стенде, на какие параметры??. Идеально, если есть возможность испытаний горячим паром на номинальные параметры, хотя бы выборочно. Наличие термокамер для циклических испытаний, пневмогидравлических стендов высокого давления — это прямые инвестиции в репутацию.
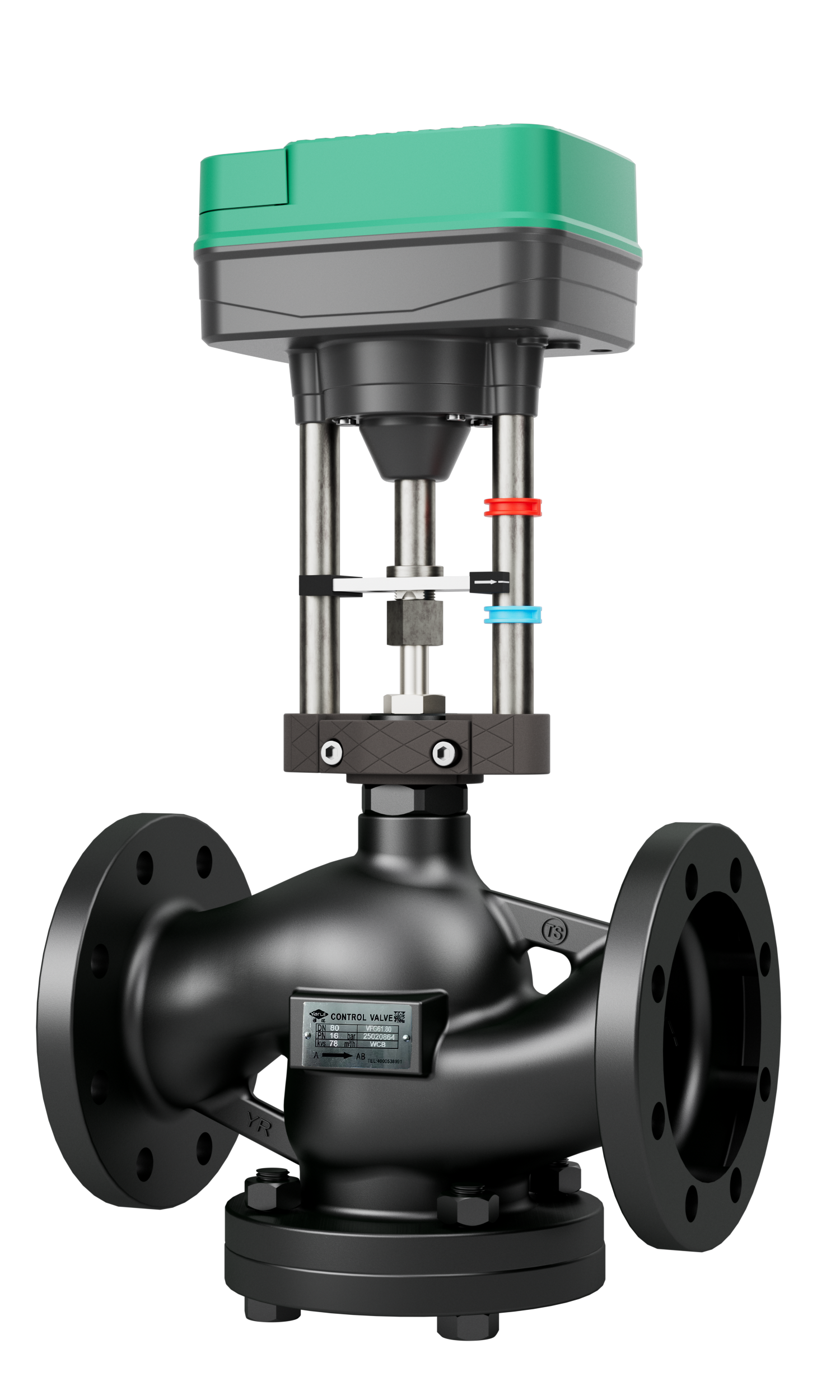
Пару лет назад мы комплектовали один проект модернизации ТЭЦ. Нужны были запорные и регулирующие клапаны для перегретого пара, параметры — 147 бар, 560°C. Рассматривали несколько вариантов: от известных государственных гигантов до динамичных частных компаний.
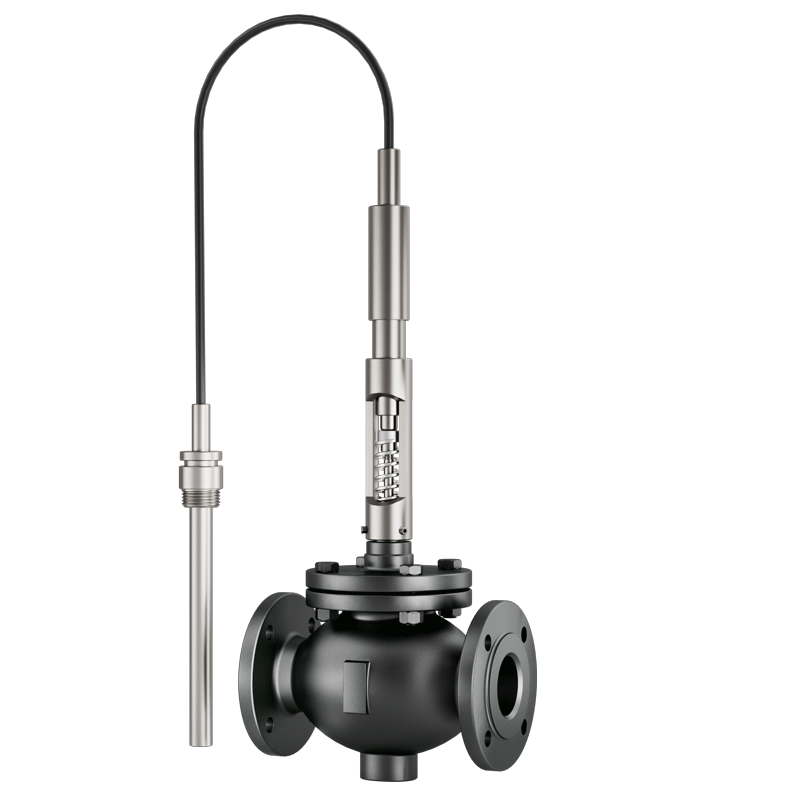
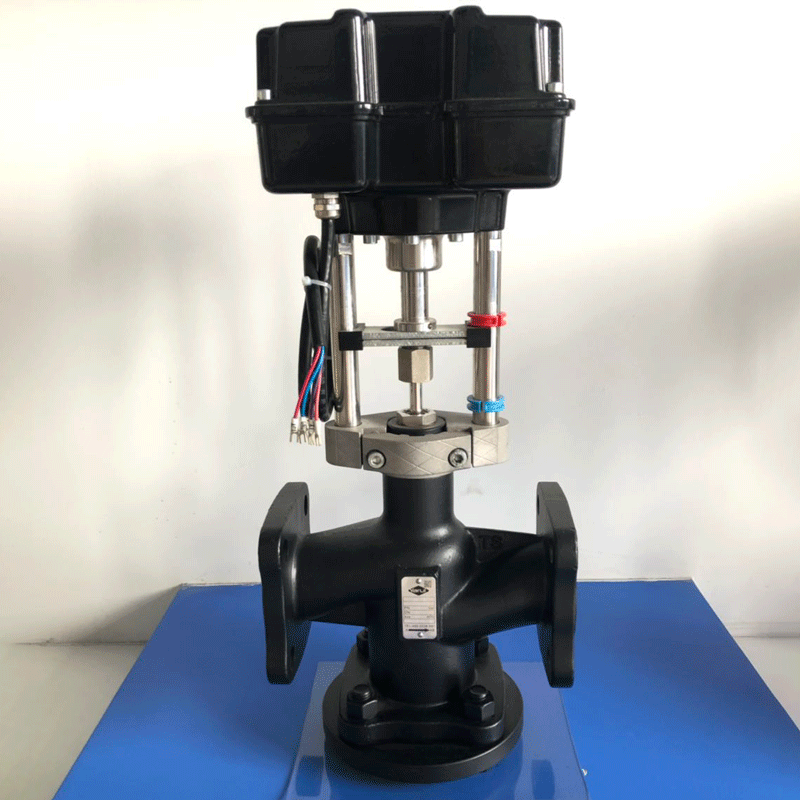
Гиганты давали длительный срок изготовления (от 6 месяцев) и довольно жесткие условия. Одна частная компания, ООО Шаньдун Яруи Чжичэн Технология Автоматического Управления (Yarui Valve), привлекла внимание не столько сайтом (https://www.yaruivalve.ru), сколько деталями в техническом диалоге. Их инженер сразу уточнил нюансы по режиму работы (непрерывный/циклический), предложил несколько вариантов конструктивного исполнения уплотнения штока (для таких температур это критично — сальниковые уплотнения, сильфоны), прислал не просто каталог, а отчеты по испытаниям аналогичных изделий.
Особенно убедил их подход к материалу. Они не просто сказали ?жаропрочная сталь?, а указали конкретную марку по китайскому и аналог по ASTM стандарту, предоставили сертификаты на отливки от своего проверенного литейного цеха. Видно было, что они погружены в проблему, а не просто продают железо. Компания, основанная в 2007 году и располагающая собственным производственным комплексом в 20 000 кв. м в Фэйчэне, явно сделала ставку на глубокую специализацию, а не на широту ассортимента.
Клапаны поставили в срок. Сейчас они в работе. По последним данным, нареканий нет. Это, конечно, не гарантия на 20 лет, но важный опыт. Выбор в пользу такого ?узкого? специалиста тогда многим казался риском, но он был просчитанным.
Даже выбрав хорошего производителя, нужно быть готовым к подводным камням. Первое — это логистика и таможенное оформление. Высокотемпературные клапаны — тяжелые, часто негабаритные. Нужно четко проработать упаковку (защиту от морской транспортировки) и все документы, включая сертификаты соответствия. Задержка на границе из-за бумажек может сорвать пусконаладку.
Второе — взаимозаменяемость запасных частей. Китайские производители часто используют свои внутренние стандарты на размеры седла, штока, сальниковой коробки. Это не плохо, если качество изначально высокое. Но нужно заранее, еще на стадии заказа, оговорить поставку комплекта ЗИП (запасных частей, инструментов и принадлежностей) — те же уплотнительные кольца, набор сальников, пружины. Потом найти их ?с колес? будет почти невозможно.
И третье — монтаж и наладка. Самый лучший клапан можно убить неправильным монтажом. Обязательно требуйте от поставщика подробные монтажные инструкции (не просто схему, а именно инструкцию с моментами затяжки, требованиями к соосности, прогревом паром перед первым пуском). Лучше, если они предоставят технадзор или хотя бы онлайн-консультацию на этапе монтажа. Мы однажды столкнулись с тем, что монтажники, не долго думая, поставили мощную электросварку на заземление прямо на корпус соседнего клапана. Был риск локального отпуска металла в зоне сварки. Хорошо, что вовремя заметили.
Однозначного имени я не назову. Потому что ?лучший? — это всегда для конкретной задачи, бюджета и графика. Для сверхкритических параметров на новой АЭС — один круг претендентов (возможно, те же государственные гиганты с безупречной, но долгой историей). Для модернизации промышленной котельной или технологической линии — другой.
Но если обобщить, то лучший производитель высокотемпературных паровых клапанов в Китае сегодня — это не обязательно самый крупный. Это тот, кто:
1. Специализируется именно на высоких параметрах (пар 500°C+), а не делает их ?в нагрузку? к основной продукции.
2. Имеет полный контроль над ключевыми этапами: от выбора марки стали и контроля литья до финальных испытаний.
3. Готов к сложному техническому диалогу, предоставляет не маркетинговые, а инженерные документы.
4. Имеет успешный, проверенный временем (хотя бы 5-7 лет) опыт поставок для проектов со схожими условиями.
Такие компании есть. Их ищут не по громкости рекламы, а по отзывам в профессиональной среде, по деталям в технических предложениях. Как та же Яруи (Yarui) из Шаньдуна. Их путь с 2007 года и фокус на автоматическую арматуру для сложных сред — хороший пример. Они не ?лучшие? для всех, но могут быть оптимальным выбором для многих. В конечном счете, надежность клапана определяется не страной производства, а культурой производства и инженерной честностью конкретного завода. И в Китае такая культура, к счастью, уже не редкость.