-
+86-400-0538-991
+86-400-0538-991

2025-12-31
Когда слышишь ?китайский производитель корпусов клавианов?, первая мысль — цена. Все ищут дешевле, и часто за этим стоит стереотип: ?работает, но без изысков?. Многие, особенно лет десять назад, думали, что китайцы только копируют. Я сам так думал, пока не начал плотно с ними работать. Оказалось, всё не так однозначно. Да, цена — их конёк, но вопрос в другом: это достигается только за счёт дешёвого труда и материалов, или там есть своя инженерная мысль? Вот об этом и хочу порассуждать, исходя из того, что видел своими глазами на заводах и в проектах.
Основа всего — литьё. Раньше главной проблемой была пористость и внутренние напряжения в чугунных или стальных отливках. Помню, партия корпусов для задвижек DN300 поступила — вроде бы по чертежу, но при первом же гидроиспытании по швам литья пошла ?слеза?. Классика. Сейчас многие продвинутые заводы, особенно в провинции Шаньдун и Цзянсу, перешли на моделирование процесса литья. Не буду вдаваться в детали CAD/CAE, но суть в том, что они заранее на компьютере просчитывают, как будет заполняться форма, где могут быть раковины. Это уже не копирование, а применение технологий для снижения брака.
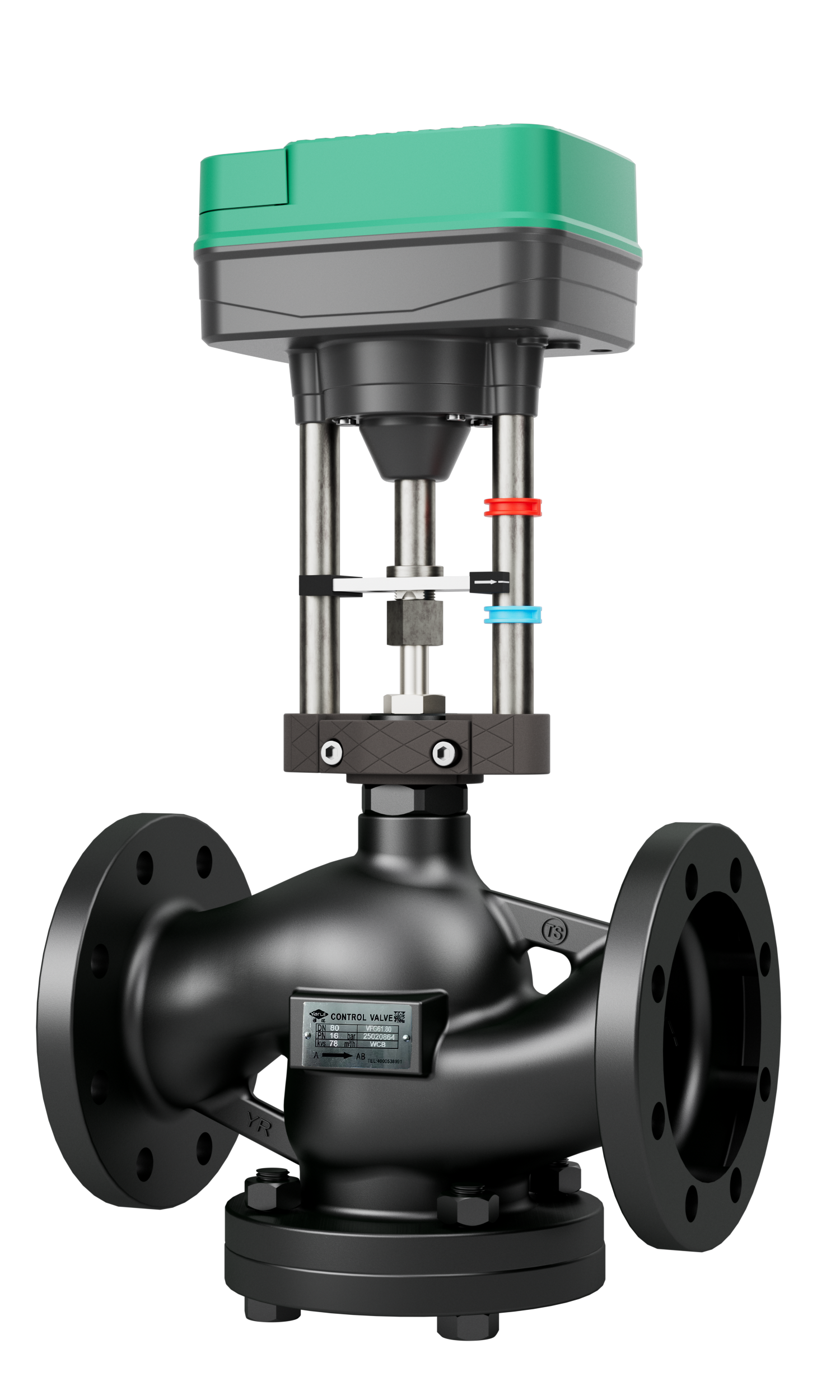
Но вот что интересно: даже с качественной отливкой начинается главная битва — механическая обработка. Тут разброс по качеству огромный. Видел цеха с устаревшими станками, где позиционирование детали — почти искусство рабочего, и современные участки с ЧПУ из Тайваня или даже собственной сборки. Точность обработки посадочных мест под седло клапана, соосность каналов — это критично. У одного из производителей, ООО Шаньдун Яруи Чжичэн Технология Автоматического Управления, обратил внимание на их подход к обработке фланцевых поверхностей. Они не просто снимают стружку, а делают финишную обработку на станках с контролем шероховатости. Мелочь? Нет. От этого зависит герметичность стыка в будущем, особенно для высоких давлений.
И здесь часто возникает компромисс. Клиент хочет дёшево. Завод может сделать идеально, но это дороже. Поэтому появляются ?стандартные? и ?премиальные? линии. На стандартных идёт экономия на чистовых операциях. Результат? Корпус работает, но ресурс, возможно, будет ниже, шумность выше. Инновация здесь часто не в том, чтобы сделать супер-технологию, а в том, чтобы оптимизировать процесс так, чтобы при заданной цене получить максимально стабильное качество. Это своя, очень прагматичная инженерия.
Традиционно Китай силён в чёрной металлургии, поэтому чугун В25 и углеродистая сталь 25Л — это основа ассортимента. Но рынок требует больше. Запросы на коррозионную стойкость, работу в химической промышленности, на морских платформах подтолкнули развитие. Сейчас многие производители активно предлагают корпуса из нержавеющих сталей, включая дуплексные (дуплексная нержавеющая сталь), и даже сплавы на основе никеля, типа Хастеллой.
Но вот нюанс: само литьё из нержавейки — это другой уровень сложности. Температуры другие, усадка иная. Не каждый завод сможет обеспечить стабильное качество здесь. Знаю случаи, когда завод брался за сложный заказ из CF8M (аналог 316 нерж.), а в итоге получил высокий процент брака из-за трещин. Им пришлось перестраивать режимы термообработки, нести убытки, но опыт получили бесценный. Это и есть путь инноваций — через ошибки и их исправление.
Ещё одно направление — покрытия. Эпоксидные, полимерные, напыления. Это не просто краска для вида. Хорошее внутреннее эпоксидное покрытие может значительно продлить жизнь чугунному корпусу в агрессивных средах, сэкономив клиенту деньги на дорогом нержавеющем варианте. Китайские компании сейчас очень гибко подходят к таким решениям, часто имеют собственные покрасочные цеха с камерами напыления и полимеризации. Это уже не просто металлообработка, это комплексное решение.
Раньше сертификат на материал мог быть просто бумажкой. Сейчас, особенно у экспортно-ориентированных производителей, система контроля стала жестче. Спектрометры для быстрого анализа химического состава металла прямо в цехе — уже не редкость. Это важно, потому что поставщики шихты могут ?халтурить?.
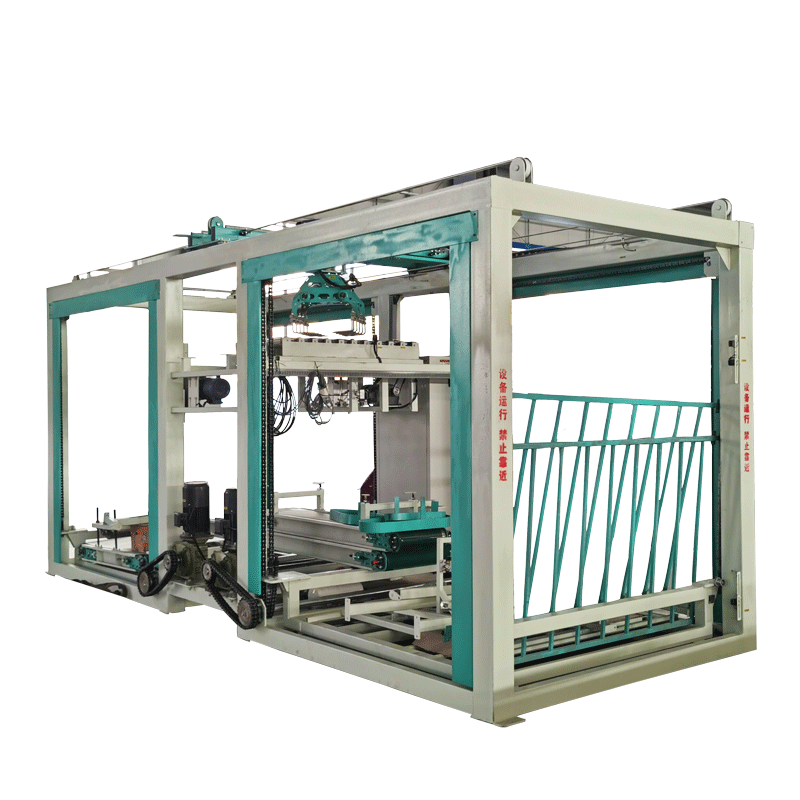
Но самый важный тест — это, конечно, гидроиспытание. Давление в 1.5 раза выше номинального, выдержка. Видел, как на том же yaruivalve.ru тестируют крупногабаритную арматуру. Важен не сам факт испытания, а как оно организовано. Автоматизированная подача давления, фиксация параметров, время выдержки. Всё это должно быть документировано. У них, кстати, на сайте можно найти описания этих процессов, что для китайского производителя уже показатель открытости.
Однако, контроль на выходе — это последний рубеж. Более продвинутый подход — это контроль на этапах. Внедрение TQM (Всеобщего управления качеством) — это модное слово, но на практике оно часто означает простые вещи: чёткие чек-листы для оператора станка, система быстрого оповещения о дефекте. Когда каждый рабочий чувствует ответственность не просто за деталь, а за конечный продукт, качество растёт. Не все заводы до этого дошли, но тенденция есть.
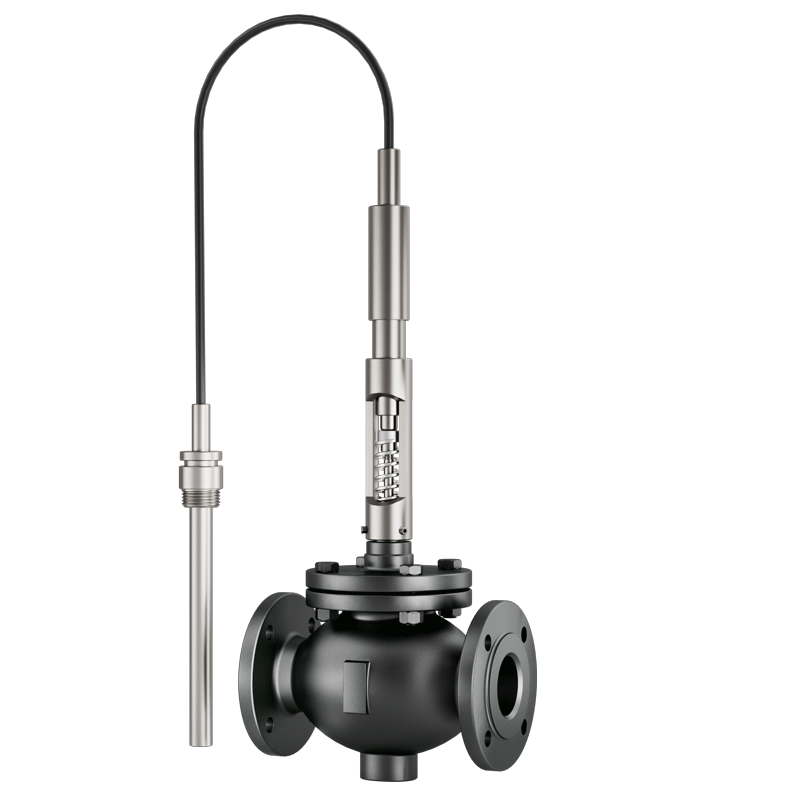
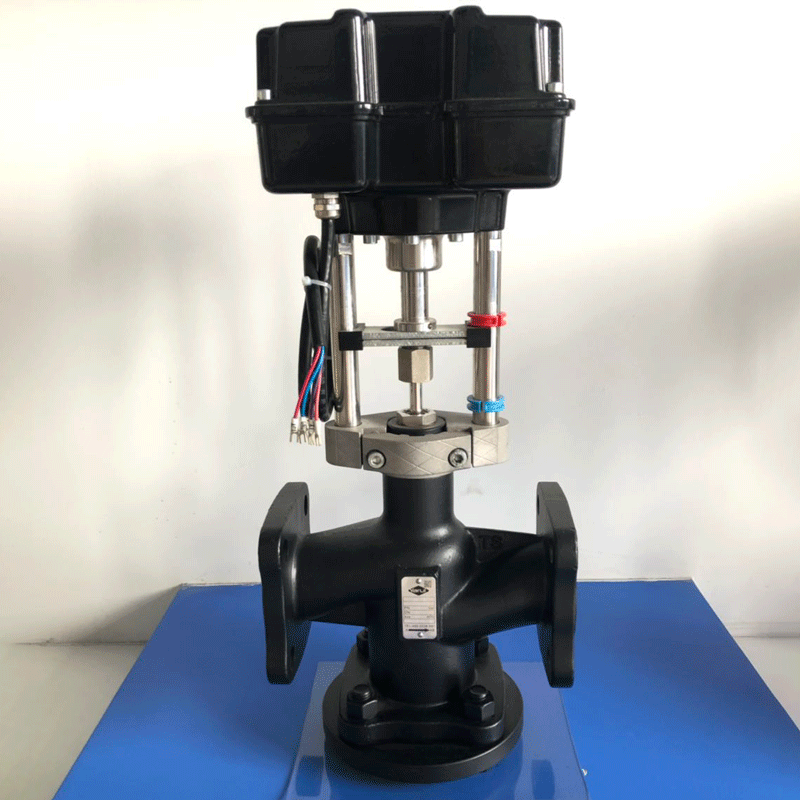
Вот здесь, мне кажется, происходит самый интересный сдвиг. Раньше завод продавал тебе голый корпус, а ты сам думай, как его укомплектовать затвором, шпинделем, сальниковым уплотнением. Сейчас же многие позиционируют себя как поставщиков решений. То есть, могут предложить полностью собранный и испытанный клапан под твои параметры.
Это требует другой компетенции. Нужно разбираться не только в литье, но и в уплотнительных материалах, в типах приводов, в совместимости компонентов. Компания ООО Шаньдун Яруи Чжичэн, судя по их деятельности с 2007 года и площадью в 20 000 кв. м, как раз идёт по этому пути — от изготовления компонентов к сборке комплексных систем автоматического управления. Это логично и соответствует рыночному спросу.
Для инженера-заказчика это плюс. Меньше головной боли с подбором и совместимостью. Но и риски есть: становясь интегратором, завод зависит от качества комплектующих со стороны. Их задача — организовать входной контроль так же жёстко, как и за своим производством. Не всегда получается. Слышал истории, когда отличный корпус шёл в брак из-за партии некачественных графитовых колец от субпоставщика.
Если честно, я не видел на этих заводах прорывных технологий, которые перевернут мировую отрасль. Нет тут аналогов графену или квантовым вычислениям. Но инновации — они ведь разные. Есть радикальные, а есть постепенные, улучшающие.
Китайские производители корпусов клапанов сильны именно в постепенных, процессных инновациях. В том, чтобы внедрить систему моделирования литья, которая снизит брак на 5%. В том, чтобы настроить станок ЧПУ на более эффективный путь резания, сэкономив 7% времени. В том, чтобы подобрать состав покрытия для конкретного заказчика из ОАЭ, работающего с солёной водой. Это инновации, рождённые из ежедневной практики и жёсткой конкуренции.
Поэтому, отвечая на вопрос в заголовке: да, инновации есть. Но они не кричащие. Они в деталях, в стремлении сделать чуть лучше, чуть надёжнее и при этом сохранить то самое ценовое преимущество. Это прагматичный путь, и он работает. А такие компании, как упомянутая Яруи, показывают, что этот путь ведёт от роли простого изготовителя отливок к роли технологического партнёра. Медленно, с ошибками, но движение идёт. И за этим интересно наблюдать, а ещё интереснее — в этом участвовать.