-
+86-400-0538-991
+86-400-0538-991

2026-02-05
Вопрос, который на первый взгляд кажется простым, но на деле упирается в тонкости, о которых многие даже не задумываются. Часто ищут просто завод, а находят торговую компанию, которая сама ничего не производит. Или попадаются на удочку гигантских порталов, которые предлагают всё подряд, но без какого-либо реального технологического следа за продуктом. Ключевое здесь — именно производственная база, а не просто название с словом factory.
Когда я только начинал работать с китайскими поставщиками лет десять назад, тоже думал, что найти завод — это просто открыть каталог и выбрать. Реальность оказалась иной. Многие предприятия, особенно в провинции Чжэцзян или Цзянсу, исторически выросли из мелких мастерских. Они могут иметь впечатляющие цеха, но их специализация — литьё или обработка, а сборка сложных узлов, того же шарового клапана из нержавеющей стали, часто происходит в другом месте, на субподряде.
Поэтому первое, на что я теперь смотрю — это вертикальная интеграция. Завод должен контролировать ключевые этапы: плавку (если речь о специфических марках стали вроде 316L или дуплексных сталей), ковку или литьё корпуса, точную механическую обработку седла и шара, сборку и тестирование. Если всё это на одной территории — это серьёзный признак. Я видел места, где литейный цех в сотне метров от сборочного конвейера, и это даёт невероятное преимущество по контролю качества партии.
Был у меня неудачный опыт с одним поставщиком из Вэньчжоу. Клапаны поначалу были хороши, а потом начались проблемы с уплотнениями. Оказалось, полимерные кольца они закупали у стороннего мелкого производителя, который сменил состав материала без предупреждения. Завод, по сути, был лишь сборочным цехом. После этого я всегда задаю вопрос: Какие критические компоненты вы производите сами, а какие закупаете? Ответ многое говорит.
Да, традиционный кластер — это провинция Чжэцзян, особенно округ Вэньчжоу. Там тысячи производителей арматуры, это настоящий хаб. Но в последние 5-7 лет ситуация меняется. Многие серьёзные игроки, ориентированные на экспорт и более технологичные продукты, перемещают или строят производства в других регионах с лучшей логистикой и доступом к сырью.
Например, провинция Шаньдун. Здесь сильна металлургическая база, что критично для производства нержавеющей стали. Завод, расположенный близко к сталелитейным комбинатам, имеет преимущество в стоимости и качестве исходной заготовки. Я лично посещал несколько предприятий в районе Яньтая и Вэйфана. Впечатляет подход к контролю входящего сырья — у них прямо на складах спектрометры для быстрого анализа марки стали.
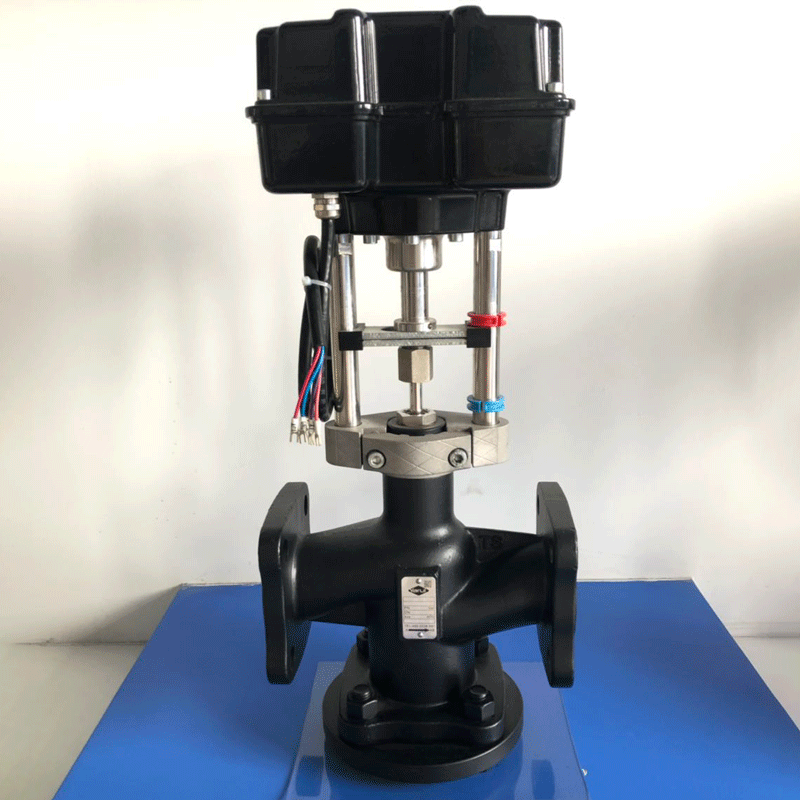
Один из таких примеров — ООО Шаньдун Яруи Чжичэн Технология Автоматического Управления. Компания основана в 2007 году и базируется в городе Фэйчэн, в высокотехнологичной зоне. Их сайт — yaruivalve.ru — ориентирован на русскоязычный рынок, что уже говорит о стратегии. Что важно, они занимают площадь в 20 000 кв. м. — это не торговая контора, а полноценное производство. Из описания видно, что это не просто цех, а технологический комплекс. В таких местах обычно налажен полный цикл, от заготовки до упаковки.
Это, пожалуй, самый важный навык. Первый звонок — это сайт. Если на сайте только красивые картинки продуктов, но нет ни одного фото реального цеха, станков с ЧПУ, процесса тестирования под давлением — это повод насторожиться. Настоящие заводы этим гордятся и обязательно выкладывают такие материалы.
Второй признак — техническая документация. Производитель всегда сможет быстро предоставить детальные чертежи (не просто габаритные, а с допусками на обработку), сертификаты на материалы (MTC), протоколы заводских испытаний (FAT). Если в ответ на запрос по шаровому клапану присылают только коммерческое предложение и красивый PDF-каталог — это, скорее всего, трейдер.
Третий и самый надёжный способ — визит. Да, это затратно, но для крупных контрактов необходимо. Я помню, как на одном заводе меня провели по идеальному выставочному цеху, а потом я случайно увидел, как через задний двор грузят продукцию с логотипом совершенно другого предприятия. Оказалось, они просто догружали свой заказ. С тех пор я всегда прошу показать не только сборочный участок, но и склад металла, участок механической обработки. Настоящий производитель не будет этого скрывать.
Допустим, завод найден. Но и здесь не всё просто. Два завода могут делать внешне одинаковые клапаны DN50 из SS316, а разница в работе будет колоссальной. Всё упирается в детали.
Первое — это чистота внутренней поверхности и шара. После обработки должна быть полировка, часто электрополировка, чтобы минимизировать адгезию и облегчить очистку. Я видел образцы, где шар был матовым, с микронеровностями — такой в пищевой или фармацевтической среде быстро обрастёт проблемами.
Второе — геометрия и посадка. Шар должен быть идеально сферическим, а седло — обработано с высокой точностью. Простейший тест — это плавность хода при ручном управлении и полное отсутствие люфта на штоке. Один раз мы получили партию, где на некоторых клапанах при закрытии чувствовался лёгкий перекат шара. Это говорило о смещении оси шара относительно оси корпуса. В результате — негерметичность в положении закрыто.
Третье — уплотнения. Материал (PTFE, reinforced PTFE, PEEK) должен соответствовать заявленной среде и температуре. Здесь часто экономят. Хороший производитель всегда предоставит паспорт на материал уплотнений и предложит альтернативы под вашу задачу.
Не могу не рассказать об одном провальном заказе, который, однако, стал лучшим уроком. Мы заказали партию полнопроходных (full bore) шаровых клапанов для проекта на Ближнем Востоке. Нашли завод по рекомендации, всё проверили, образцы были безупречны. Но когда пришла основная партия, при монтаже выяснилось, что фланцы не соответствуют стандарту ASME B16.5 по расстоянию между отверстиями. На пару миллиметров, но этого хватило.
Оказалось, завод, экономя на оснастке, использовал старые фланцы для клапанов другого типоразмера. Они прошли все гидроиспытания, но монтаж стал кошмаром. Пришлось срочно искать местного подрядчика для рассверловки на месте. Убытки были огромные. Вывод: нужно проверять не только главный узел, но и неважные детали, особенно стандартные элементы вроде фланцев. Теперь я всегда требую контрольный замер критических монтажных размеров у выборочных клапанов из первой производственной партии.
Ещё один момент — упаковка. Кажется, мелочь? Как бы не так. Для морской перевозки в контейнере клапаны должны быть законсервированы (вакуумная упаковка с силикагелем) и жёстко закреплены в ящике. Получали мы раз груду красивых клапанов с потёртостями и вмятинами, потому что их просто бросили в коробку с полистирольной крошкой. Завод сэкономил на креплениях. Теперь пункт об упаковке и отчётных фото перед отправкой жёстко прописываем в контракте.
Возвращаясь к изначальному вопросу. Они есть, и их много. Но искать нужно не просто по запросу в сети, а через отраслевые каталоги, посещение профильных выставок вроде Valve World в Шанхае, и, что самое важное, по цепочке рекомендаций от других инженеров, которые уже прошли этот путь.
Сосредоточьтесь на предприятиях с полным циклом, расположенных в промышленных кластерах с хорошей инфраструктурой, вроде того же ООО Шаньдун Яруи Чжичэн в Фэйчэне. Обращайте внимание на их долголетие на рынке (основание в 2007 году — уже хороший срок) и специализацию именно на арматуре, а не на всем понемногу.
Главный итог: настоящий китайский завод шаровых клапанов из нержавеющей стали — это не миф. Это, как правило, современное, хорошо оснащённое предприятие, которое хочет и может делать качественный продукт. Но найти его — это работа, требующая погружения в детали, скептицизма и готовности потратить время на проверку. И да, всегда будьте готовы лично сесть на самолёт и посмотреть своими глазами. Никакие видеоконференции не заменят запаха смазочно-охлаждающей жидкости в механическом цехе и возможности постучать ключом по фланцу, чтобы оценить звук.