-
+86-400-0538-991
+86-400-0538-991

2026-01-22
Когда слышишь это сочетание, первая мысль — дешёвая альтернатива. Но так ли это сейчас? Много лет работаю с трубопроводной арматурой, и за последнее десятилетие картина изменилась кардинально. Речь уже не только о цене, а о том, какие именно технологии стоят за этими изделиями и где кроются реальные подводные камни.
Раньше, лет десять назад, китайский клапан часто означал проблему с геометрией. Резьба не совпадает, фланцы ведёт, уплотнительные поверхности требуют доводки напильником на месте. Покупали тогда в основном шаровые краны из нержавеющей стали AISI304 для неответственных линий — вода, слабые растворы. И это работало. Но стоило пустить агрессивную среду или повысить давление — начинались течи, заклинивания.
Основная ошибка многих импортёров была в том, что они смотрели только на марку стали и цену. А технология литья, качество обработки седла, тип уплотнения — это оставалось за кадром. Получали вроде бы 316L, но с пористой структурой отливки, которая через полгода начинала корродировать изнутри. Опыт горький.
Сейчас же ситуация иная. Крупные производители в Китае давно вышли на серьёзный уровень. Возьмём, к примеру, ООО Шаньдун Яруи Чжичэн Технология Автоматического Управления. Компания работает с 2007 года, их площадка в 20 000 кв.м. в Фэйчэне — это не кустарная мастерская. Они, как и другие лидеры, инвестируют не просто в станки, а в контроль на всех этапах. Но об этом чуть позже.
Для меня, как для инженера, ключевых технологических моментов несколько. Первый — чистота сплава. Нержавейка нержавейке рознь. Содержание углерода, легирующих элементов — это основа. Китайские ГОСТы (GB) в целом соответствуют международным, но тут важен контроль входящего сырья. На современных заводах есть спектрометры для быстрого анализа каждой плавки. Это уже норма, а не экзотика.
Второй момент — литьё. Именно здесь раньше был самый большой разброс. Технология точного литья по выплавляемым моделям (точное литье) сейчас применяется повсеместно. Но важно, как сушат формы, как охлаждают отливку. Недоработки ведут к внутренним напряжениям и микротрещинам. Видел клапаны, которые прошли гидроиспытания на заводе, а после монтажа в тепловом контуре дали течь по корпусу — именно из-за скрытого дефекта литья.
Третий, и, пожалуй, самый критичный — обработка уплотнительных пар и сборка. Шар шарового крана, седло клапана — это высший пилотаж. Полировка до зеркального состояния Ra 0.2-0.4 мкм на современных китайских станках с ЧПУ — это реальность. Но технология сборки, притирки, натяга — это ноу-хау каждого производителя. Тут часто и кроется разница между дешёвым и дорогим изделием.
Был у нас проект на пищевом производстве — нужны были мембранные клапаны из 316L для циркуляции сиропа. Заказали у одного поставщика, не самого дешёвого. Клапаны пришли, внешне безупречные. Но при первом же цикле открытия-закрытия мембрана на нескольких экземплярах пошла волной. Оказалось, проблема в технологии штамповки и отжига самой мембраны. Недостаточная пластичность материала. Производитель, конечно, заменил, но простой линии обошёлся дорого.
Этот случай показал, что даже хороший корпус — это лишь половина дела. Технология изготовления каждой детали, особенно подвижной и уплотнительной, решает всё. После этого мы стали глубже смотреть на техпроцессы, запрашивать не только сертификаты на материалы, но и отчёты по контролю твёрдости, шероховатости, даже остаточным напряжениям. Не все могут такое предоставить.
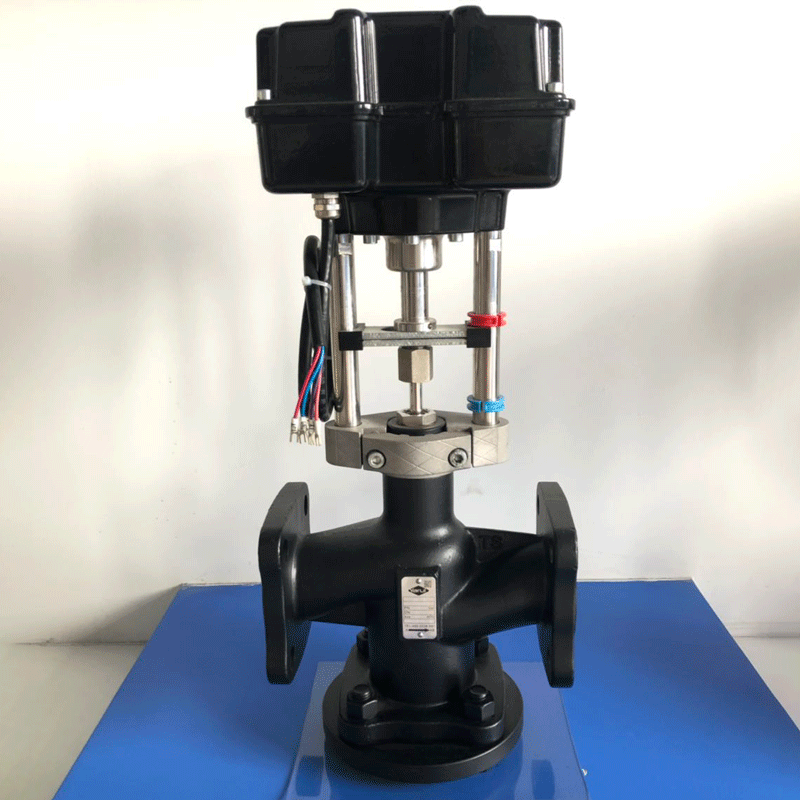
Кстати, на сайте yaruivalve.ru у ShanDong Yaruí, например, видно, что они акцентируют внимание на автоматизированной сборке и многоэтапном тестировании. Это не просто слова для каталога. Когда видишь, что у них есть стенды для испытаний на циклическую долговечность (жёсткость открытие-закрытие), это внушает больше доверия, чем просто фото цеха.
Несмотря на прогресс, слабые места остаются. Часто экономят на комплектующих. Пружины в пружинно-предохранительных клапанах, штоки в игольчатых, сальниковые набивки. Материал должен быть совместим по коррозионной стойкости с основным сплавом. Бывает, ставят что-то попроще — и через пару месяцев шток прикипает или набивка течёт.
Ещё один момент — маркировка и документация. Порой встречаются несоответствия. На корпусе выбито CF8M (аналог 316), а в паспорте — 304. Или давление PN40, а реальные испытания проводят на PN25. Это вопрос внутреннего контроля качества на заводе. Крупные производители, которые работают на экспорт в ЕАЭС, с этим строже, так как рискуют репутацией.
Мой совет — всегда запрашивать протоколы заводских испытаний (Factory Acceptance Test) для критичных применений. Хороший поставщик их предоставит. В них должно быть не только давление, но и данные об используемой среде при испытаниях (чаще вода, но для специфичных клапанов — и воздух, и азот), время выдержки, результаты проверки на герметичность по всем направлениям.
Подводя черту, скажу так: современные китайские нержавеющие клапаны — это уже давно не железки сомнительного качества. Это продукты полноценных технологических цепочек: от выплавки контролируемого сплава и точного литья до высокоточной механообработки и роботизированной сварки (для сварных конструкций). Технологии есть, и они на уровне.
Но рынок сегментирован. Есть топовые заводы, вроде упомянутого Яруй, которые делают продукт, сопоставимый с европейскими брендами среднего ценового сегмента. А есть масса мелких производителей, где технологии сводятся к копированию формы без понимания сути. Разница — в глубине контроля, культуре производства и, в конечном счёте, в цене.
Выбирая, нужно чётко понимать, для какой задачи клапан нужен. Для водопровода в коттедже — можно брать и более простой вариант. Для химической линии, пищевого или фармацевтического производства — только проверенных поставщиков с полной документацией и прозрачными техпроцессами. Технологии у них есть. Главное — не ошибиться в выборе того, кто эти технологии реально применяет, а не просто пишет о них в каталоге.